मॅग्नाबेंड ट्रबल शुटिंग गाईड
समस्यानिवारण मार्गदर्शक
मॅग्नेटिक इंजिनियरिंग Pty Ltd ने सुमारे 2004 पर्यंत बनवलेल्या मॅग्नाबेंड मशीन्सना खालील गोष्टी लागू होतात.
पेटंट (चुंबकीय अभियांत्रिकीच्या मालकीचे) संपल्यामुळे इतर उत्पादक आता मॅग्नाबेंड मशीन बनवत आहेत जे कदाचित एकसारखे नसतील.त्यामुळे खाली दिलेली माहिती तुमच्या मशीनला लागू होणार नाही किंवा ती जुळवून घेण्याची आवश्यकता असू शकते.
इलेक्ट्रिकल समस्यांचे निराकरण करण्याचा सर्वात सोपा मार्ग म्हणजे निर्मात्याकडून बदली इलेक्ट्रिकल मॉड्यूल ऑर्डर करणे.हे एक्सचेंजच्या आधारावर पुरवले जाते आणि म्हणून त्याची किंमत वाजवी आहे.
एक्सचेंज मॉड्युल पाठवण्यापूर्वी तुम्हाला पुढील गोष्टी तपासायला आवडतील:
जर मशीन अजिबात चालत नसेल तर:
अ) चालू/बंद स्विचमधील पायलट लाइटचे निरीक्षण करून मशीनमध्ये वीज उपलब्ध आहे का ते तपासा.
b) जर वीज उपलब्ध असेल परंतु मशीन अद्याप मृत असेल परंतु खूप गरम वाटत असेल तर थर्मल कट-आउट ट्रिप झाला असेल.या प्रकरणात मशीन थंड होईपर्यंत प्रतीक्षा करा (साधारण अर्धा तास) आणि नंतर पुन्हा प्रयत्न करा.
c) दोन हातांनी सुरू होणाऱ्या इंटरलॉकसाठी हँडल ओढण्यापूर्वी START बटण दाबले जाणे आवश्यक आहे.आधी हँडल ओढले तर मशीन चालणार नाही.तसेच असेही होऊ शकते की START बटण दाबण्यापूर्वी "अँगल मायक्रोस्विच" ऑपरेट करण्यासाठी वाकणारा बीम पुरेसा हलतो (किंवा बंप झाला आहे).असे घडल्यास, हँडल प्रथम पूर्णपणे मागे ढकलले असल्याचे सुनिश्चित करा.जर ही सतत समस्या असेल तर हे सूचित करते की मायक्रोस्विच अॅक्ट्युएटरला समायोजन आवश्यक आहे (खाली पहा).
ड) दुसरी शक्यता अशी आहे की START बटण सदोष असू शकते.तुमच्याकडे मॉडेल 1250E किंवा त्याहून मोठे असल्यास, पर्यायी START बटण किंवा फूटस्विच यांपैकी एकाने मशीन सुरू करता येते का ते पहा.

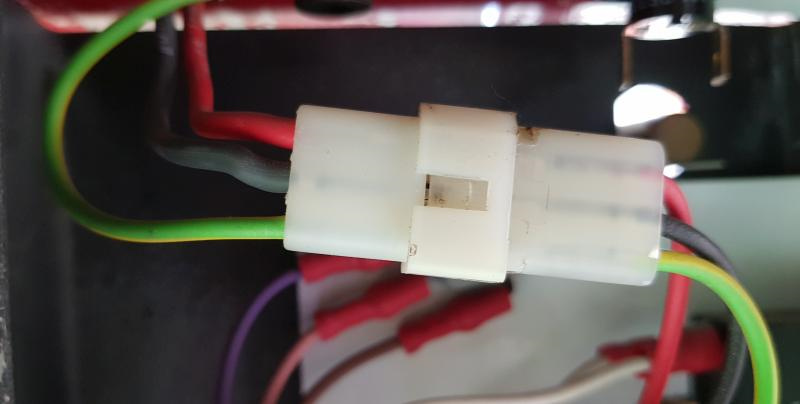
e) नायलॉन कनेक्टर देखील तपासा जो चुंबक कॉइलसह इलेक्ट्रिकल मॉड्यूलला जोडतो.
f) जर क्लॅम्पिंग चालत नसेल परंतु START बटण सोडल्यावर क्लॅम्पबार खाली पडत असेल तर हे सूचित करते की 15 मायक्रोफारॅड (650E वर 10 µF) कॅपेसिटर सदोष आहे आणि तो बदलणे आवश्यक आहे.
जर मशीनने बाह्य फ्यूज वा ट्रिप सर्किट ब्रेकर उडवले तर:
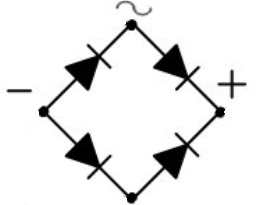
या वर्तनाचे बहुधा कारण म्हणजे उडवलेला ब्रिज-रेक्टिफायर.एक उडवलेला रेक्टिफायर सहसा त्याच्या 4 अंतर्गत डायोडपैकी किमान एक लहान असतो.
हे मल्टीमीटरने तपासले जाऊ शकते.मीटरला त्याच्या सर्वात कमी प्रतिरोधक श्रेणीवर असलेल्या टर्मिनलच्या प्रत्येक जोडीमध्ये तपासा.मल्टीमीटर चाचणी लीड्सच्या एका ध्रुवीयतेने अनंत ओहम दाखवले पाहिजे आणि उलट ध्रुवीयतेने कमी वाचन दाखवले पाहिजे, परंतु शून्य नाही.जर कोणतेही प्रतिकार वाचन शून्य असेल तर रेक्टिफायर उडवलेला आहे आणि तो बदलला पाहिजे.
अंतर्गत दुरुस्ती करण्याचा प्रयत्न करण्यापूर्वी मशीन पॉवर आउटलेटमधून अनप्लग केले असल्याची खात्री करा.
योग्य रिप्लेसमेंट रेक्टिफायर:
RS घटक भाग क्रमांक: 227-8794
कमाल करंट: 35 amps सतत,
कमाल रिव्हर्स व्होल्टेज: 1000 व्होल्ट,
टर्मिनल्स: 1/4" द्रुत-कनेक्ट किंवा 'फास्टन'
अंदाजे किंमत: $12.00

ट्रिपिंगचे आणखी एक संभाव्य कारण म्हणजे मॅग्नेट कॉइल चुंबकाच्या शरीरावर लहान असू शकते.
हे तपासण्यासाठी चुंबक कॉइल कनेक्टर अनप्लग करा आणि लाल किंवा काळ्या शिसेपासून चुंबकाच्या शरीरावर प्रतिकार मोजा.मल्टीमीटरला त्याच्या सर्वोच्च प्रतिकार श्रेणीवर सेट करा.हे अनंत ohms दर्शविले पाहिजे.
आदर्शपणे हे मोजमाप "मेगर मीटर" ने केले पाहिजे.या प्रकारचे मीटर उच्च व्होल्टेज (सामान्यत: 1,000 व्होल्ट) लागू करून प्रतिकार तपासते.हे सामान्य मल्टीमीटरच्या तुलनेत अधिक सूक्ष्म इन्सुलेशन ब्रेकडाउन समस्या शोधेल.
कॉइल आणि मॅग्नेट बॉडीमधील इन्सुलेशन ब्रेकडाउन ही एक गंभीर समस्या आहे आणि सामान्यत: दुरुस्तीसाठी किंवा नवीन कॉइलसह बदलण्यासाठी मॅग्नेट बॉडीमधून कॉइल काढून टाकणे आवश्यक असते.
जर लाइट क्लॅम्पिंग चालत असेल परंतु पूर्ण क्लॅम्पिंग होत नसेल तर:
"अँगल मायक्रोस्विच" योग्यरितीने चालत आहे का ते तपासा.
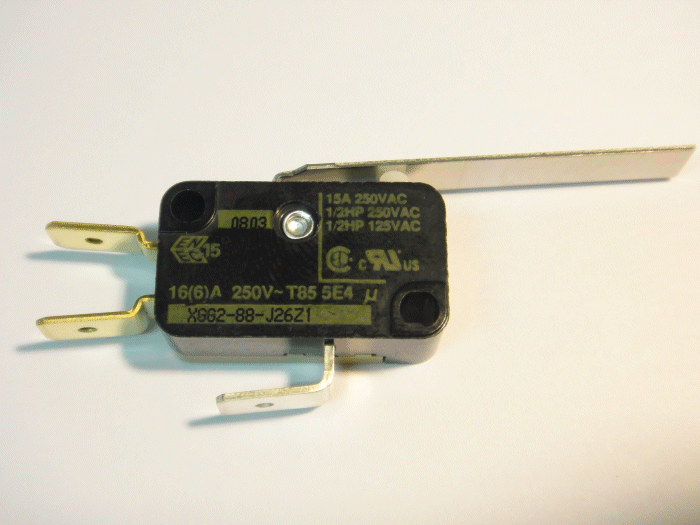
[हा स्विच एका चौरस (किंवा गोल) पितळी तुकड्याने चालवला जातो जो कोन दर्शविणाऱ्या यंत्रणेला जोडलेला असतो.हँडल खेचल्यावर बेंडिंग बीम फिरते जे ब्रास अॅक्ट्युएटरला फिरवते.यामधून अॅक्ट्युएटर इलेक्ट्रिकल असेंब्लीच्या आत मायक्रोस्विच चालवतो.]
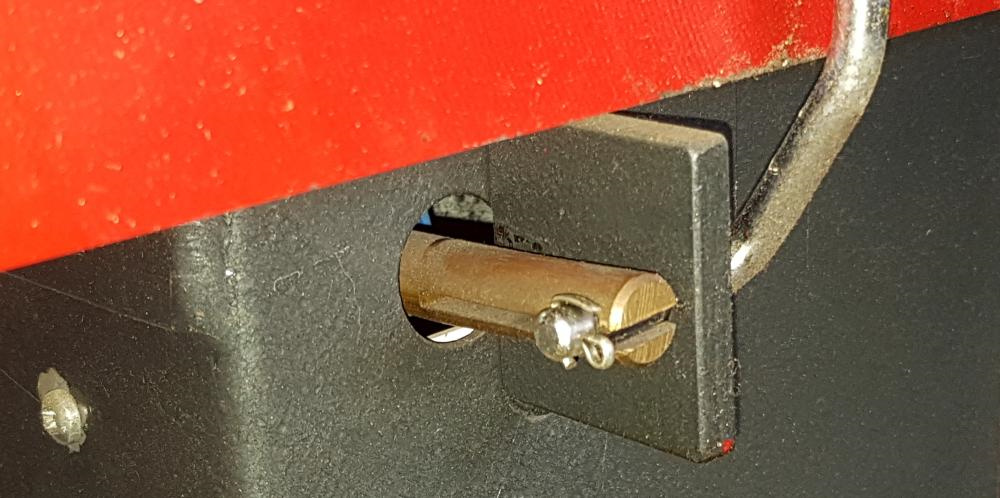
मॉडेल 1000E वर मायक्रोस्विच अॅक्ट्युएटर
(इतर मॉडेल समान तत्त्व वापरतात)
इलेक्ट्रिकलच्या आतून दिसणारा अॅक्ट्युएटर
विधानसभा
हँडल बाहेर काढा आणि आत घ्या. तुम्हाला मायक्रोस्विच चालू आणि बंद वर क्लिक करताना ऐकू येईल (जर पार्श्वभूमीचा जास्त आवाज नसेल).
जर स्विच चालू आणि बंद क्लिक करत नसेल तर बेंडिंग बीम उजवीकडे स्विंग करा जेणेकरून पितळ अॅक्ट्युएटरचे निरीक्षण करता येईल.बेंडिंग बीम वर आणि खाली फिरवा.अॅक्ट्युएटरने बेंडिंग बीमला प्रतिसाद म्हणून फिरवले पाहिजे (जोपर्यंत तो थांबत नाही तोपर्यंत).जर तसे झाले नाही तर त्याला अधिक क्लचिंग फोर्सची आवश्यकता असू शकते:
- 650E आणि 1000E वर ब्रास अॅक्ट्युएटर काढून टाकून आणि स्लिट पुन्हा स्थापित करण्यापूर्वी (उदा. वाइससह) दाबून क्लचिंग फोर्स वाढवता येतो.
- 1250E वर क्लचिंग फोर्सचा अभाव सामान्यतः ऍक्च्युएटर शाफ्टच्या दोन्ही टोकांना असलेल्या दोन M8 कॅप-हेड स्क्रूशी संबंधित असतो जो घट्ट नसतो.
जर अॅक्ट्युएटर फिरत असेल आणि क्लच ओके असेल परंतु तरीही मायक्रोस्विच क्लिक करत नसेल तर त्याला समायोजित करण्याची आवश्यकता असू शकते.हे करण्यासाठी प्रथम पॉवर आउटलेटमधून मशीन अनप्लग करा आणि नंतर इलेक्ट्रिकल ऍक्सेस पॅनेल काढा.
a) मॉडेल 1250E वर टर्न-ऑन पॉइंट अॅक्च्युएटरमधून जाणारा स्क्रू फिरवून समायोजित केला जाऊ शकतो.स्क्रू अशा प्रकारे समायोजित केले पाहिजे की जेव्हा बेंडिंग बीमची खालची धार सुमारे 4 मिमी हलविली जाते तेव्हा स्विच क्लिक करेल.(650E आणि 1000E वर मायक्रोस्विचचा हात वाकवून समान समायोजन केले जाते.)
b) जर ऍक्च्युएटर योग्यरित्या काम करत असतानाही मायक्रोस्विच चालू आणि बंद होत नसेल तर स्विच स्वतःच आत फ्युज होऊ शकतो आणि तो बदलणे आवश्यक आहे.
अंतर्गत दुरुस्ती करण्याचा प्रयत्न करण्यापूर्वी मशीन पॉवर आउटलेटमधून अनप्लग केले असल्याची खात्री करा.
योग्य रिप्लेसमेंट V3 स्विच:
RS भाग क्रमांक: 472-8235
वर्तमान रेटिंग: 16 amps
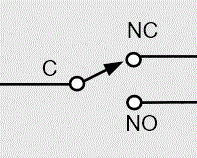
V3 सर्किट
C = 'सामान्य'
NC = 'सामान्यपणे बंद'
NO = 'सामान्यपणे उघडा'
c) जर तुमच्या मशीनमध्ये सहाय्यक स्विच बसवले असेल तर ते "सामान्य" स्थितीवर स्विच केले आहे याची खात्री करा.(स्विच "AUX CLAMP" स्थितीत असेल तरच लाइट क्लॅम्पिंग उपलब्ध असेल.)
जर क्लॅम्पिंग ठीक असेल परंतु मशीन बंद झाल्यावर क्लॅम्पबार सोडले जात नाहीत:
हे रिव्हर्स पल्स डिमॅग्नेटाइजिंग सर्किटचे अपयश दर्शवते.6.8 ohm पॉवर रेझिस्टर हे सर्वात संभाव्य कारण असू शकते.तसेच सर्व डायोड तपासा आणि रिलेमध्ये संपर्क चिकटवण्याची शक्यता देखील तपासा.

योग्य रिप्लेसमेंट रेझिस्टर:
घटक14 भाग क्रमांक 145 7941
6.8 ओम, 10 वॅट पॉवर रेटिंग.
सामान्य किंमत $1.00
जर मशीन हेवी गेज शीट वाकणार नसेल तर:
अ) जॉब मशीनच्या वैशिष्ट्यांमध्ये आहे का ते तपासा.विशेषत: लक्षात घ्या की 1.6 मिमी (16 गेज) वाकण्यासाठी एक्स्टेंशन बार बेंडिंग बीममध्ये बसवणे आवश्यक आहे आणि ओठांची किमान रुंदी 30 मिमी असणे आवश्यक आहे.याचा अर्थ असा की क्लॅम्पबारच्या वाकलेल्या काठावरुन किमान 30 मिमी सामग्री बाहेर पडली पाहिजे.(हे अॅल्युमिनियम आणि स्टील दोन्हीवर लागू होते.)
जर वाकणे मशीनच्या पूर्ण लांबीचे नसेल तर ओठ अरुंद करणे शक्य आहे.
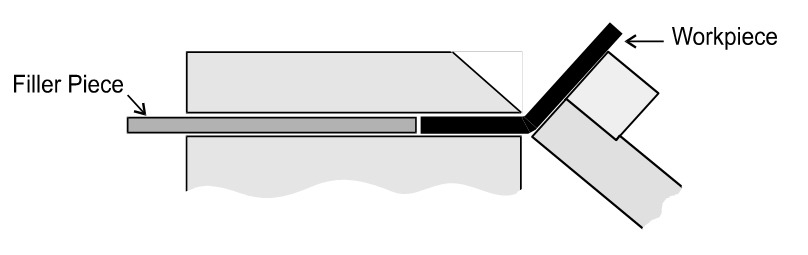
b) तसेच जर वर्कपीसने क्लॅम्पबारखाली जागा भरली नाही तर कामगिरीवर परिणाम होऊ शकतो.उत्कृष्ट परिणामांसाठी नेहमी क्लॅम्पबारच्या खाली असलेली जागा वर्कपीस सारख्याच जाडीच्या स्टीलच्या तुकड्याने भरा.(सर्वोत्तम चुंबकीय क्लॅम्पिंगसाठी वर्कपीस स्टील नसला तरीही फिलरचा तुकडा स्टीलचा असावा.)
जर वर्कपीसवर खूप अरुंद ओठ बनवायचे असेल तर ही पद्धत वापरण्याची देखील सर्वोत्तम पद्धत आहे.